Ручная машина для очистки волоконным лазером

ПАРАМЕТР
| Мощность лазера | 100 Вт/ 200 Вт/500 Вт |
| Тип лазерного источника | Raycus, IPG на выбор |
| Длина волны лазера | 1064 нм |
| Метод охлаждения | Водяное охлаждение |
| Охлаждающая вода | Деионизированная вода |
| Температура воды | 18-22 °С |
| Ширина сканирования | 10-60 мм |
| Вспомогательный газ | Сжатый воздух/Азот |
| Давление воздуха | 0,5-0,8 МПа |
| Дополнительный аксессуар | Портативный / Манипулятор |
| Рабочее состояние | 5–40 °С |
ОСОБЕННОСТЬ
- Точная лазерная очистка для точного положения и точного размера.
- Гибкая работа с заготовками сложной геометрической конструкции может быть реализована с помощью ручной лазерной чистящей головки.
- Широко применяется на плоских, изогнутых и трехмерных поверхностях для заготовок из эластичного материала и пластика с очень маленькими и глубокими отверстиями.
- Безопасный и экологически чистый. Без использования химических моющих средств и других расходных материалов.
- Бесконтактная очистка без повреждения основания. Чрезвычайно.
- Простой в эксплуатации, портативный режим и может быть оснащен роботом для автоматической очистки.
- Не требует обслуживания и расходных материалов, не содержит пыли, химикатов и загрязнений.
- Низкая стоимость очистки и высокая эффективность очистки.
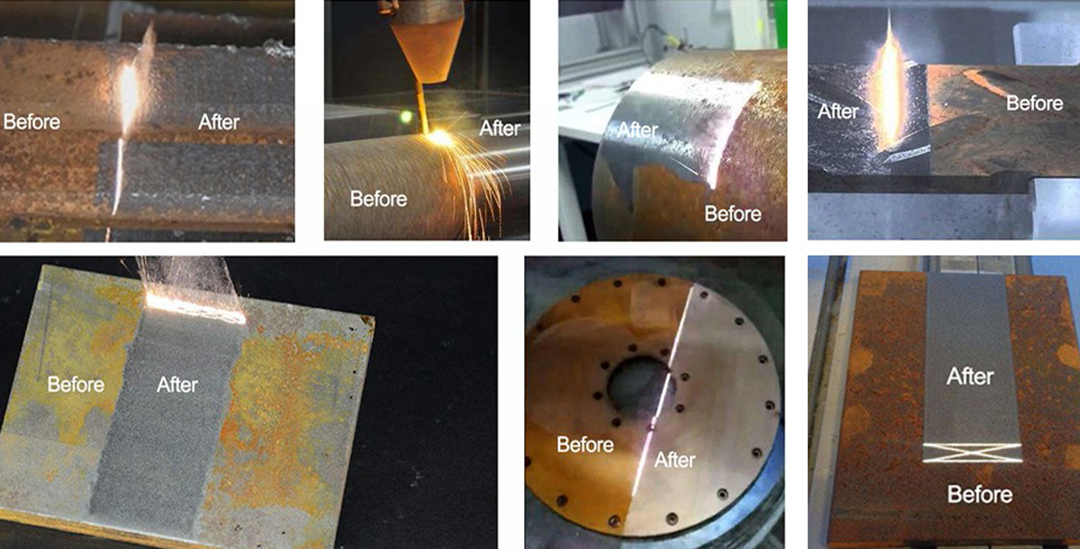
ПРИЛОЖЕНИЕ
Удаление ржавчины с металлической поверхности
Очистка поверхности от краски
Очистка поверхности от масляных пятен/загрязнений
Очистка поверхности покрытия
Предварительная обработка поверхности сварки/покрытия
Очистка поверхности каменной фигурки от пыли и насадок
Очистка остатков пластиковой формы
ПОДРОБНОСТИ



ПРИНЦИП
Разница между непрерывной лазерной и импульсной лазерной очисткой:
После импульсной световой очистки слой краски на поверхности образца полностью удаляется, и появляется поверхность образца. Белый металлик, практически не повреждает подложку образца. После очистки постоянным светом слой краски на поверхности образца был полностью удален, но поверхность образца выглядела серо-черной, а подложка образца также имела микроплавление. Следовательно, использование непрерывного света с большей вероятностью приведет к повреждению подложки, чем использование импульсного света.
Как непрерывный лазер, так и импульсный лазер могут удалить краску с поверхности материала, чтобы добиться эффекта очистки. При одинаковых условиях мощности эффективность очистки импульсных лазеров значительно выше, чем у лазеров непрерывного действия. В то же время импульсные лазеры могут лучше контролировать подвод тепла, чтобы предотвратить чрезмерную температуру подложки или микроплавление.
Непрерывные лазеры имеют преимущество в цене, а разрыв в эффективности с импульсными лазерами можно восполнить за счет использования мощных лазеров, но мощный непрерывный свет имеет большее тепловложение, и повреждение подложки также увеличится. Таким образом, между ними существует фундаментальная разница в сценариях применения. Для применений с высокой точностью, строгим контролем повышения температуры подложки и неразрушающих подложек, таких как пресс-формы, следует выбирать импульсные лазеры. Для некоторых крупных стальных конструкций, трубопроводов и т. д. из-за большого объема и быстрого рассеивания тепла требования к повреждению подложки не высоки, и можно выбрать лазеры непрерывного действия.
Преимущества импульсных лазеров:
Импульсные лазеры генерируют меньше тепла, тогда как непрерывные лазеры генерируют больше тепла, поэтому в мощных лазерах используются импульсы. Импульсные лазеры могут заставить лазерный генератор периодически отдыхать, тогда как непрерывное возбуждение может заставить лазер работать непрерывно и непрерывно. работы легко сократить срок службы лазерного генератора.
ОБРАЗЕЦ